





华尔新材料科技有限公司(汕尾分公司)坐落于凤凰工业园,公司主要产品有 波形护栏。公司自成立之处,即秉承客户至上,质量至上,诚信为本”的宗旨,产品遍及各地。多年来,公司积j i倡导:以客户为目的,以市场为导向,积j i开拓市场。公司凭借产品的质量、良好的信誉、优良的服务、合理的价格获得了客户的信赖和好评。实现了公司业务的长期发展。


你对不锈钢复合管护栏了解多少呢
不锈钢复合管护栏消费、研发、销售于一体的现代化高新技术企业。公司消费的不锈钢复合管具有技术抢先、工
艺成熟、质量牢靠、经济适用的显著特性,普遍用于石油、自然气、化工、电力、市政、消防、太阳能、医疗、食品
等行业,以及自来水管网的晋级改造。
合资料管和金属管,它们之间的资料定义和资料属性定义是不同。对复合管的定义是经过金属资料的本构模型(
弹塑性资料)和其失效理论树立各向同性资料模型,经过复合资料的本构关系和失效理论树立了正交各向异性资料模
型。
玻璃钢夹砂管道是复合资料构成的,通常也称为"复合管".与传统排水管道相比玻璃钢夹砂管道具有如下特性:
耐腐蚀性好,工程寿命长玻璃钢夹砂管道能抵御酸、碱、盐水、未经处置的污水、腐蚀性土壤或公开水的腐蚀、管称
为复合管。
常见的复合管有双二极管、双二极三极电子替的类别按电子管的极数来分,简单管、双二极五极管和双三极七
极管、玻璃钢夹砂管道是复合资料构成的通常也称为"复合管"年开端研制和消费玻璃钢夹砂管道有本人设计研制的离
心浇铸玻璃钢夹砂管新工艺和新设备。



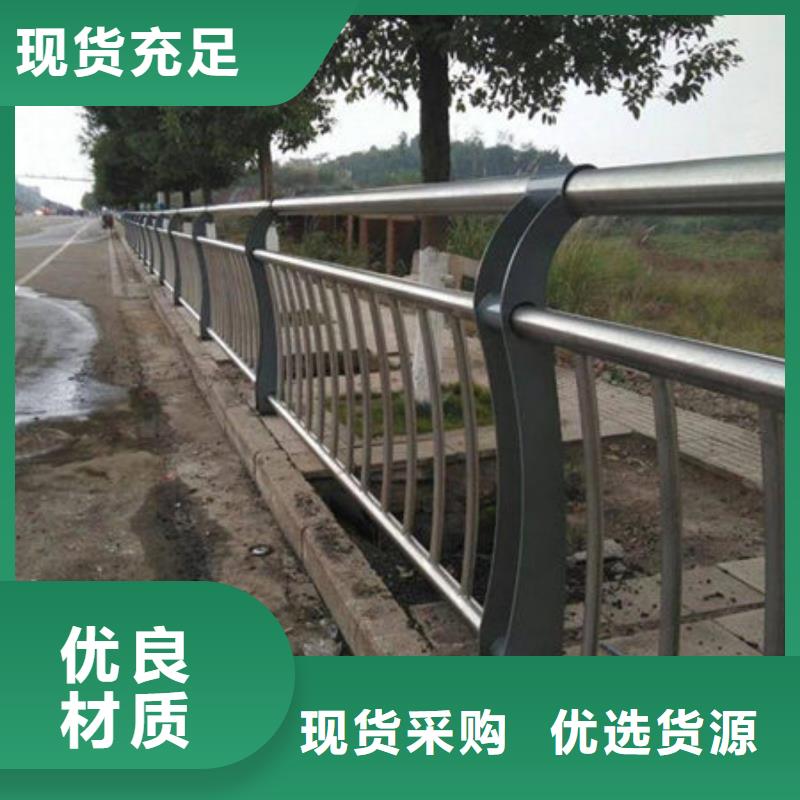
不锈钢复合管防护栏
不锈钢复合管在防护栏,护栏上是常常会应用的,它不论是耐磨性能還是抗腐蚀上全是较为非常好的,针对不锈钢复
合管而言它的规定是较为严苛的,务必要硬实,表层有光泽度。不锈钢复合管在生产制造上的流程是较为认真细致的
,在其中为关键的一个流程便是电焊焊接。电焊焊接规定的溫度,环境湿度及其焊丝,熟度全是不一样的,要依照主
要用途开展去生产制造,促使它的特性和特点合格开展,不锈钢复合管电焊焊接规定的技术性特性较为高,许多的老
师傅不是具有电焊焊接的工作能力的。下列是给大伙儿开展详细介绍的有关的电焊焊接的流程供大伙儿开展参照:
1、不锈钢复合管焊丝人间有钛钙型和低氢型二种。电焊焊接电流量尽可以选用直流稳压电源,有益于抑制焊丝
泛红和熔浓淡。钛钙型焊芯的焊丝不适合做全影响力电焊焊接,只合适立焊友谊角焊;低氢型焊芯的焊丝可做全影响
力电焊焊接。
2、为防止产生裂痕、凹痕、出气孔等缺点,钛钙型焊芯焊接前经150-250℃风干1h,低氢型焊芯焊接前经200-
300℃风干1h。不能不如频繁不断风干,要不然药皮易零落。
3、焊缝结算清洁,还防止焊丝沾上油以及它脏污,以防加上焊接碳含量并危害电焊焊接品质。
4、为防止加温而产生晶间腐蚀,电焊焊接电流量不适合过大,一般应该比碳钢焊条低20%上下,电孤不必太长
,虚梁快冷,以窄道焊为宜。
5、应尽可能选用短弧电焊焊接,弦长一般2-2mm,电孤太长易产生热裂痕。
6、运条:应选用短弧急速焊,一般不同意横着晃动,其总体目标是减少不锈钢复合管电焊焊接发热量和热危害
区总宽,发展焊接抗晶间腐蚀才可以和减少热裂痕的趋向。
7、不锈钢复合管的焊接应沉稳采用焊丝,防止焊丝采用不妥展现热裂痕或高溫热处理后惹起σ相溶解,使金属
材料老化。参考不锈钢复合管与不一样的钢的焊丝挑选标准开展采用,并接受适当焊接方法。



桥梁不锈钢复合管护栏是重要的交通基础设施,我国高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。是高速公路重要维护和保障设施。
可以从以下几个方面开展高速公路不锈钢复合管护栏的质量控制工作
加强对工序流程的控制
把好高速公路不锈钢复合管护栏质量关,工程中隐含的不合格工序的发生,如波形梁钢护栏施工工序为:放样-打桩-护栏安装-护栏线形调整;防眩板施工工序为:放样-支架及防眩板安装-防眩板线形调整。
高速公路不锈钢复合管护栏原材料的质量控制
高速公路不锈钢复合管护栏施工前加强对产品及原材料的质量合格检验,这是一道关键的质量管理程序,拒绝任何不符合设计或技术规范要求的产品或原材料进入施工场地。
进场材料构件的质量对交通设施的质量起到控制性的作用,如标志牌、波形护栏、隔离栅等的质量隐患往往不是出现在安装过程中,出现在进场构件的质量上,安装的检验比较容易控制,有缺陷也比较容易发现和纠正,但进场材料的质量问题,往往不易及时发现,通常在使用过程中才能逐渐暴露出来,进场材料和构件的质量检验十分重要。



细说下不锈钢复合管护栏的焊接过程
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,
则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩
短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的
缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设
置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各
种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这
时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内
壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽
量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。
